
咨询热线:400-000-3746
销售热线:0371-6320 2801
0371-6320 2805
售后服务:0371-6320 2805
蔡经理:181-0371-5723
高经理:188-3829-0747
黄经理:188-3829-0748
Email:nbd@nbdkj.com
地址:郑州市新郑市郑新路181号












发布时间: 2023-07-25 浏览次数:2435


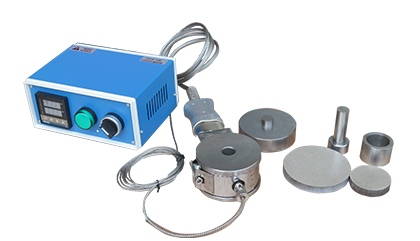
设备简介:该模具采用耐热合金工具钢制作,长期使用时温度≤300°C,切勿超过 350C,由智能数显温控仪控制加热。仪器调节方便,操作简单,质量可靠稳定。是各大科学院校研究所实验室的必备配套非标设备,适用于化工,医药,超导,陶瓷,建材等科研实验。粉末或颗粒加压加热后成型,密度均匀且增大,含气量减少,分子表面相互之间的聚合力加强,成型后不易破碎,利于分析,切割,烧结,保存等优点。



仪器名称 | 圆柱形加热模具(含显示仪) | ||||||
型号 | Φ16mm | ||||||
模芯材质 | 耐热模具钢 | ||||||
模具硬度 | HRC>60 | ||||||
工作电压 | 220V | ||||||
加热功率 | 800-2000W(根据模具规格调整) | ||||||
工作温度 | 常温---350℃(不要超过 350℃) | ||||||
温度最小示值 | 1℃ | ||||||
温控精度 | 1%+1、0.5%±1 | ||||||
控温器工作环境 | 0~50℃,相对湿度 35%~85%RH无腐蚀性及无强电磁场辐射场合 | ||||||
使用方法 | 1、将模具按常规装填好粉末样品,放入压片机平台上,注意下面垫上隔热垫(标配隔热垫)。 2、将连接线双孔插头插入模具接口,另一端的连接线插头(两根)分别插入数显温控仪后面的4芯插座(L1和N,如果是平板加热模具,将每个平板模具连接线一端的2根插头分别插入L1和N,并将锁母拧紧,注意插入时一定是断电状态(出厂已插好)。 3、将热电偶传感器一端插入模具测温孔中,并锁紧传感器插头,另端两根传感器的信号线连接到控制器后面接线柱上,注意将两种同颜色的信号线接到同颜色的接线柱上(红对红蓝对蓝)。 4、将控温器电源线的三角插头插入 220V 电源插座。(必须有地线)5.打开电源开关,开关上指示灯亮,按 set 键设定加热温度,用上下键调整后再按 set 键确认即可。(参看智能 PID 温度调节器使用说明书)开始加热加压,刚开始加热时由于模具由冷态升至高温,因为热容量因素,温度传导有梯度,停止加热后温度仍会有一微量冲高现象。室内坏境的变化,空气的对流,恒温会略有误差。随着几次超调逐渐平衡,需在实践中摸索体验。(每当改变设定温度时,PID参数请注意不要随意调整) | ||||||
| 注意事项 | 1、由于是高温加热模具,金属表面传导热很快,所以操作时请务必小心防止烫伤(操作时务必带上隔温手套进行加热模具操作),在关闭仪器后,模具仍需冷却一段时间,不要误触摸。2、加压载荷大小由样品面积确定,一般<20KG/mm2。温度超过 250度时应适当减小压力。3、在高温状态下,金属容易被氧化,所以使用环境和压样要保持干燥,压样完毕后等温度降低后清洁腔体和压柱部分,清洁干净后于燥保存,可以涂抹机油或者工业黄油进行保存 | ||||||
服务支持 | 1年质保,提供终身支持(保修范围内不包括易耗部件,例如炉管和密封圈等) | ||||||

淘宝店铺

拼多多店铺

微信公众号
豫ICP备10201478号-1
Copyright © 2025 诺巴迪材料科技有限公司 版权所有